The Essential Guide to Ultrasonic Cleaning for Industry
11 Things You Need To Know About Ultrasonic Cleaning
The Essential List of Do’s and Don’ts in Ultrasonic Cleaning
Questions To Ask Before You Start
- Introduction
- Benefits of ultrasonic s over alternative cleaning methods
- What are you trying to achieve
Questions to ask about the tank
- Size of tank required
- Baskets
- Heat
Questions to ask about the Ulatasonics
- Sweep
- Ultrasonic Frequency
- Ultrasonic Power Requirements
Questions to ask about the cleaning process
- Degassing
- Cleaning Chemicals
1. Introduction
Ultrasonic cleaners are unsurpassed when it comes to removing contaminants from virtually any hard surface that can be safely immersed in a cleaning solution. The challenge is selecting the correct ultrasonic cleaner, its setup, appropriate cleaning solutions, and the cleaning procedures to accomplish the required clean in the most efficient manner.
We have put together this guide to help you make an informed choice which will result in the best possible outcome for you. Obviously while we have tried to cover all the essentials every individual case is different so if you have any additional questions concerning your particular requirements please do contact us. We will be happy to help.
However before going through the things you should know about ultrasonic cleaning tanks and the ultrasonic cleaning process, let’s start with a brief explanation of the process.
What Are Ultrasonics?
Ultrasound is simply sound or sound waves at a high frequency, generally taken as that frequency out of the range of human hearing. Frequency is measured in Hertz (Hz), cycles per second, or thousands of cycles per second, Kilohertz (KHz). Whereas the normal electrical frequency in the US is 60 Hz, ultrasound or ultrasonics operate at a frequency 20 KHz. A generator converts the electrical frequency from the normal current’s frequency to the desired ultrasonic frequency. This is then transmitted to transducers fitted with piezo ceramic crystals that vibrate at the ultrasonic frequency. These transducers are normally attached to the bottom of a tank filled with the cleaning solution creating vibrations and sending sound waves through the cleaning solution. In a process termed “Cavitation”, micron-size bubbles form and grow due to the alternating high and low pressure waves in solution created by the transducer vibrations. During the low pressure phase these bubbles grow from microscopic size until during the high pressure phase they are compressed and implode. Just prior to the bubble implosion there is a tremendous amount of energy stored inside the bubble its-self. The temperature inside a cavitation bubble can e extremely high with pressures up to 500 atm. The implosion event when it occurs near a hard surface changes the bubble into a suction jet about one-tenth the bubble size which travels at speeds up to 400 l,/hr away from the hard surface. With the combination of pressure, temperature and velocity, the jet lifts contaminants off objects being cleaned. Because of the inherently small size of the jet and the relatively large energy, ultrasonic cleaning has the ability to reach into small crevices and remove entrapped soils very effectively. The process is tough enough for carburetors but gentle enough for electronics and surgical instruments.
Non- destructive and non-abrasive because it operates at the microscopic level it can clean to amazingly high standards which is why it is commonly used in hospitals to clean surgical instruments. Amazingly studies have also shown it to destroy algae and bacteria.
Although ultrasonics can use solvents it is more common to use water based chemicals for cleaning the precise chemistry depending upon the contaminant to be removed. However the use of water based chemical in the cleaning process means that disposal of waste solution is usually a very simple process.
Ultrasonics is also used in any other applications such as medical scanning, medical treatment of internal injuries, welding and food and chemical preparation and processing (homogenisation, dissolution, dispersal and mixing of constituents). However we will not be considering these applications in this document. This is concerned only with the use of ultrasonics in cleaning.
2. Benefits of Ultrasonics Over Alternative Cleaning Methods
- It is non-damaging of the item being cleaned unlike many purely physical cleaning methods
- It accesses all parts of the item in contact with the solution including small holes and internal chambers which no toerh cleaning methond can guarantee and cleans at the micron level
- Because it is usually using water based products it presents very few health safety and environmental issues
- The chemistry can be altered depending upon the contaminant so ultrasonics are far more universally successful than other methods relying on physical cleaning. Ultrasonics can successfully remove sacle, grease, inks, rusts and particulate
- Using a mixture of chemistry and physics to remove contaminants it reuqires less potent chemistry and less physical force than alternative methods such as solvent sand blasting
- Operating at the micron level it achieves levels of cleanliness few alternatives can match and even destroys bacteria dnd organic contaminants.
However while ultrasonics can remove virtually any contaminant from any material it is wise to use them where they are particularly best suited which is in the following general situations:
- Rmmoval of limited quantities of contaminant from hard surfaces
- Removal of contaminant from hard to access openings and chambers
- Removal of contaminants from finely made items where it is not possible to apply abrasive or stronger chemical cleaning methods.
Conversely ultrasonics are less well or not suited at all in the following situations:
- Where there are large levels of contamination on the items being cleaned (although a simple pre-cleaning process may well make it suitable for economic and effective ultrasonic cleaning).
- Where contaminants are effectively bonded to the item as opposed to simply adhering to it. Heat or abrasive based cleaning methods may make more sense in these situations
- Where items cannot be safely submerged in solution or frying is particularly difficult
- Where items are soft therefore absorbing ultrasonics rather than allowing it to remove contaminant from it.
3. What Are You Trying To Achieve?
When selecting a tank for our ultrasonic cleaning we need to consider the following before making a selection:
- The type of contamination to be removed. There is a big difference between removing lubrication oil from machined parts, carbon deposits from a carburetor, ink from printing rolls, blood and tissue residues from surgical instruments and scale from a heat exchanger. This will mainly affect the choice of cleaning solutin but can also impact on tank design with features such as ultransonics strength, filtration, agitation, etc.
- The composition of products being cleaned. Different parameters apply to cleaning aircraft engine components and glass capillaries. You’ll need compatible cleaning solutions and ultrasonic cleaning frequency
- How will the parts be used after cleaning? If parts need to be completely dry for the next process then ultrasonic cleaning will need to incorporate a drying cycle
- How do you define clean? While ultrasonics will clean to the highest specification in accordance wit ISO cleanliness codes, cleaning solution filtration/replacement, final rinsing, drying and packing will vary dependent upon the precise cleanliness level required for the process in question
- Will you be cleaning batches or individual parts? To determine size, however and the overall process you will need to determine whether you are cleaning individually or in batches
- Component size and weight. Combined with volumes of items to be cleaned this will determine the overall size and construction of your ultrasonic tank.

Ultrasonic Degassing
Once you define exactly what you are trying to accomplish the following points will help narrow down your equipment selection. Points 4 to 6 consider the cleaning tank itself, points 7 to 8 the ultrasonics used in the tank and points 10 and 11 the cleaning process itself.
4. Size Of Tank Required
The size of tank required will be a function of the dimensions of the largest parts to be cleaned, the number to be cleaned at any one time and the length of time you want the cleaning cycle to be. Not only must the tank accommodate these parts but remember that generally speaking the overall volume of the tank should be at least twice and preferable three times the volume of parts being cleaned to obtain a satisfactory clean within a reasonable period of time. In addition care must be taken to ensure parts fit within the internal dimensions of the parts basket since this is most likely where you will put the parts during cleaning. The basket is important not just for ease of lading parts but as will be seen in the next section for the overall effectiveness of cleaning.
It is also important to consider the working depth of the cleaning fluid as it relates to the size of parts you are cleaning. The working depth is the distance from the inside bottom surface of the basket to the surface of the liquid in a filled tank. It is more important because parts being cleaned must be fully immersed in the liquid. If this information is not given then you must obtain it to ensure the tank is adequate. Another practical consideration is that parts must be easy to load into a basket but secure from falling out and being damaged or indeed damaging the tank.
it is also worth pointing out that an ultrasonic tank should always be made of a high grade stainless steel like 316 Stainless and be of a minimum 1.5 mm thickness. This ensures both powerful vibration and transmission of the ultrasonic sound waves and resistance to corrosion and erosion. The frame and panel sixed may be made of thinner or lower grade material for cost or weight considerations but no compromise should be made on the tank itsself. Thin pressed steel in smaller anks may appear fine but will be relatively underpowered fo rthe ultrasonics they contain and will quickly deteriorate further diminishing cleaning performance.
What is also important is to view teh cleaning opeation in the context of preparation forth next process. If the next part of the process requires a claan dry part then the rinsing and drying of the part must be considered. It is often easier to accomodate this at the same time as the ultrasonic cleaning rather than as a completely separate operation. Therefore a tank may have a rinse and dry section attached or adjacent using the same backet or other handling mechanism to minimise loading and unloading issues.
Do
- Make sure the biggest part/batch of parts fits in the basket so it is completely submerged
- Ultrasonic tank is made of minimum 1.5 mm thick 316 Stainless Steel
- Consider cleaning in the context of the next operation.
Don’t
- Have the tank so full of parts that cleaning efficiency is significantly reduced from dampening of ultrasonic power and inability of contaminant to go into solution. It will better to either increase the size of the tank or reduce the batch size to be cleaned.
5. Baskets
Baskets are used to support parts in an ultrasonic cleaner and they have a very important role in cleaning efficiency and the lifetime of the tank. Baskets with insulated handles facilitate placing and removing parts being cleaned in hot liquid. They also keep parts off the tank bottom where they suppress vibration and lower cleaning effectiveness. In terms of tank life, keep in mind that the bottom of the tank is a vibrating membrane. Any solid item, particularly a metal part can act as a drill while the ultrasound is operating. Over time this can erode a hole in the tank, often aggravated by the corrosion that accompanies the alkaline or acidic solutions being used in the tank Some baskets hang on the tank rim: others are equipped with rubber coated feet positioned near the corners of the tank bottom where there is minimal vibration, or even resting on metal support brackets welded on the sides in each corner.

Ultrasonic Cleaning Tank Basket
Do
- Make sure there is a basket if you are cleaning parts
- Make sure the basket is dept off the base of the tank (where transducers are base mounted)
- Make sure the basket is designed for ease of loading and unloading parts
- Make sure the basket is strong enough to handle the loading and unloading of parts as well as the ultrasonics and the cleaning chemical being used.
Don’t
- Let parts being cleaned fall through the basket and risk being damaged
- Have the basket resting directly on the base of the tank. Always have it supported to keep it off the base.
6. Heat
Most cleaning operations are much more effective with heat. A simple comparison would be the cleaning of dishes where cold water will not clean as well as hot water. A hot cleaning solution is best for removing oils, machining coolants and a whole host of other contaminants from just about any surface you can think of. It is also the case that most chemical reactions that you want to happen in your tank also take place quicker and better at temperature. There are of course exceptions where heat is detrimental to the cleaning process- the removal of blood for example.How ever it is the exception that proves the rule.
Although heat is a natural bi-product of ultrasonic cavitation it will not be sufficient to raise the solution to the required temperature so heaters are a necessity to get the solution to the right temperature. It is also important to note that solutions should be heated to the right temperature prior to ultrasonic cleaning and then the ultrasonics run for a few minutes prior to start of the cleaning operation to degas the solution. Degassing is a subject we shall return to later but suffice to say at this stage that heat introduces air into the solution which detracts from ultrasonic waves and needs to be removed prior to cleaning. What is the correct temperature will vary between cleaning operations depending on the chemistry, but ultrasonics rapidly deteriorate above 70 C and a normal temperature range would be from 40 to 60 C.
How much heating is required depends on the size of the tank and the speed at which you need the tank to heat up, although a time controlled heater does make the latter less important.
DO
Ensure you have sufficient heat for the tank size you choose, the temperature you require, and the time you can wait from switching on to the first effective clean( this will be less important if a timer is fitted);
Have a thermostat control that is adequate in terms of temperature range and timings;
DE-gas solution after heating and before cleaning
DON’T
Start cleaning before you are up to temperature as ultrasonics will be very muted sue to thermally induced air in the solution;
Have a tank with inadequate heating.
7. SWEEP
In simple terms sweep is a continuous small variation of the ultrasonic frequency around a central value, such as 4okHz +/- 3 kHz. In an ultrasonic generator with a sweep mode several times a second the output frequency will vary 37- 43kHZ in the above example.

Ultrasonic Sweep
The reason a sweep feature is important to consider when selecting our ultrasonic tank is that when an ultrasonic cleaner operates at a fixed frequency the waves sent through the solution will reflect off tank sides and the solution surface resulting in concentrations of ultrasonic activity where “reflected” waves meet original waves. There are three potential problems associated with these concentrations of ultrasonic activity: hot spots, dead zones and harmonic vibrations. Hot spots are the areas with a high concentration of cavitation bubbles, i.e. aa stronger ultrasonic effect. If the ultrasonic cleaning is to intense this can cause etching on delicate parts with fine features, on polished surfaces thin layers or soft metals like aluminum. Dead zones are areas where there is no cavitation , which means little or no cleaning.
If you are cleaning precision parts and surgical instruments where highly uniform cleaning is needed then a sweep feature is highly important to achieve your desired result. It is less important when the results need not be perfect, such as degreasing carburetors and fuel injectors. Although where such items are made of lighter material such as aluminum alloys the ultrasonic activity that is too intense may cause some damage.
Harmonic vibration can occur when a fixed ultrasonic frequency causes parts to resonate . This is potentially damaging to sensitive components such as fine wires or crystals. Harmonic vibration is particularly undesirable when cleaning electronics and printed circuit boards. It is therefore especially important to select an ultrasonic cleaner with Sweep mode for electronic cleaning.
For all these reasons it is usual for ultrasonic generators to be fitted with a sweep feature and most reputable ultrasonics manufacturers would have thus as standard.
One further point regarding sweep would be to check that the sweep is independent of the originating frequency i.e. the sweep is around the output frequency rather than the input frequency, since input frequency in itself can be a variable feature .This is more of an issue in areas where electricity generation and distribution is poor so there are frequent and significant spokes and variations in electrical current and its properties.
DO
Make sure that the ultrasonic generator used has a sweep feature to prevent hot, cold and harmonics issues.
Accept an ultrasonic cleaner without a sweep feature , especially if you are cleaning sensitive parts.
- ULTRASONIC FREQUENCY
Although ultrasound is anything in excess of 20kHz most ultrasonics cleaners operate between 25 and 45 kHz .This frequency range is well suited to the vast majority of cleaning tasks. Lower frequencies produce larger cavitation bubbles that release a larger amount if cleaning energy when they implode. Conversely higher frequencies produce smaller cavitation bubbles that release far less energy when they implode.
Ultrasonic Frequency
Theoretically therefore for course cleaning such as removal of swarf, oils, scale and cardon a lower frequency will be more effective since it has the power to dislodge larger particles from the surface of the item being cleaned. However it is worth noting that the lower the frequency , the louder the cleaning operation, Although technically ultrasonics are outside the range of human hearing the vibration that ultrasonics cause will fall within the range of human hearing. Sound deadening tank lids with insulation are a good idea on all ultrasonic tanks but particularly those operating at lower frequencies.
Likewise higher frequencies and the correspondingly smaller cavitation bubbles are in principle better for cleaning fine featured complex surfaces more thoroughly and more gently than low frequencies. For fine cleaning of very delicate jewelry , electronics, and soft metals with polished surfaces it may be as well to consider using an ultrasonics frequency at the higher end of the scale, even a unit operating at 8okHz. Indeed for specialized cleaning functions such as the cleaning of laboratory equipment this may be essential. The power generated at lower frequencies may be too much for such materials and items.
However, whilst the theory may suggest that smaller particulates and finer materials require higher frequency two factors should be borne in mind. First that even lower frequencies operate at the micron and sub micron level so particulate size is rarely a major factor in determining which ultrasonic frequency should be selected. Secondly, the higher the frequency the more cavitation there will be but the less power and hence cleaning capability it will have. At the very highest end of the frequency scale the cleaning capability of the cavitation is so small as to be ineffectual.
In summary the choice of the optimal frequency of the ultrasonic cleaner will be a balance between having a frequency low enough to carry sufficient power for removing the contamination but not so powerful as to damage the item being cleaned. This consideration is further complicated by the issue of overall power in the ultrasonic cleaner, often measured in watts per liter, that is considered in the next section.
In the opinion of the author this argument is often of more theoretical than practical importance. For most items and most contaminations any ultrasonic frequency between 25 kHz and 45 kHz, when combined with the appropriate power input for the size of tank, will clean effectively and safely.
There are some ultrasonic cleaners that offer dual frequency, 25kHz and 45kHz for example, to cater for basic fine cleaning. However with the same input power it is likely that either the lower frequency will be over powered and hence even more potentially harmful, or the higher frequency underpowered and therefore even less effective. Admittedly it is possible that dual frequencies operating simultaneously may provide an overall better clean than a single frequency. This potential advantage may however be offset by the additional cost and the reduction of the low frequency powerful ultrasonics to make space for high g=frequency fine ultrasonics.
In conclusion where cleaning a variety of materials it may be wise to consider a dual frequency ultrasonic cleaner that can be set to a lower frequency for basic cleaning and a higher frequency for fine cleaning.
DO
Consider the sensitivity of the item being cleaned before deciding upon the frequency of the ultrasonic cleaner to be chosen.
Carry out extensive cleaning trials using the preferred frequency to determine that no damage is done to the item itself being cleaned AND effective cleaning takes place within the required timeframe.
DON’T
Be baffled by the science of frequencies. It cannot be discussed in isolation from input power and there is no argument with successful trials. The correct frequency (or frequencies) is the one (s) that clean your item(s) successfully and safely with an acceptable timeframe.
Accept a frequency that is clearly inappropriate to the items you are cleaning .
Most industrial parts will not be cleaned properly at the higher frequencies, above 45kHz.Most laboratory parts and fine electrical parts will risk being damaged by lower frequencies , below 45kHz.
- ULTRASONIC POWER EQUIPMENT
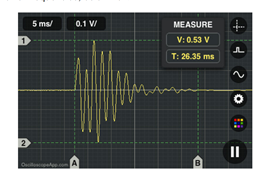
As referred to in the prior section the important characteristic to determine when considering the power of an ultrasonic cleaner is the relationship between the power output and the cleaning volume of the ultrasonic cleaner, often expressed as watts per liter. The only slight complication is that when an ultrasonic cleaner is running electrical power is consumed evenly but it is released in intervals to create sound waves. These intervals produce the wave shape of the ultrasonic signal.
Peak power is defined as the ultrasonic power generated at the summit of the vibration amplitude. In many cases the peak power is double the average power but, in some models, peak performance may be four or eight times the average power depending on the wave shape. Whilst you don’t need to understand the physics you do need to understand that you must compare like with like. While you can compare the average power of two different units of the same size, you cannot sensibly compare the peak power of one cleaner to the average power of another cleaner, It only makes sense to compare like with like.
Likewise, it is clearly pointless to compare the power of one cleaner with that of another cleaner of a different size. Obviously the larger the volume of solution, the more ultrasonic power is needed for cleaning. The key measure of comparative power between ultrasonic cleaners is of the expressed as watts per liter of the volume of cleaning solution in the ultrasonic cleaner. Most industrial cleaners run at an average power of 10 to 20 watts per liter. This means that a tank of double the volume needs twice the input power to provide the same effective cleaning power as a unit half its size.
Ultrasonic Coverage and Cavitation
While more power usually indicates faster and more effective cleaning, more power is not always better. As mentioned in the previous section too much power can damage some parts such as delicate electronics, or some materials such as soft metals like aluminum (especially with a polished finish), and other delicate items.
It is often mentioned that for cleaning extremely sensitive items or varying items, adjustable power is a useful feature, just as variable frequency is often recommended. The two are related in the sense that higher frequencies inherently carry lower cleaning power. Sometimes it is recommended that this be offset by higher input power i.e., higher watts per liter. However, if the very purpose of higher frequency is to avoid damaging an item then increasing power is somewhat self-defeating. Only where higher frequency is desirable to obtain a finer clean (rather than avoid damaging the item itself) can its accompaniment by higher power be considered a realistic or sensible option.
There are some simple tests that anyone can perform to indicate the power of the ultrasonic cavitation being created. These are often referred to as the “foil test” and the “ pencil lead test”.
FOIL TEST
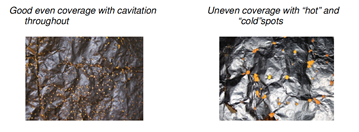
Cut three pieces of aluminum foil in sizes appropriate to the depth of the tank you are testing. When suspended in the tank they should be held about 1/2” off the bottom. Either manually hold them in place or arrange a rod to hold them suspended in the desired place. Your cleaner should be filled with an ultrasonic cleaning solution, degassed, and brought up to normal operating temperature. Suspend the three pieces of foil in 3 places in the tank- firstly the center of the tank and the other a ½” from each end of the tank. Make sure that the tank is filled to the fill line and turn the ultrasonics for about one minute. Remove the foil and inspect: All three pieces of foil should be perforated /indented uniformly to about the same degree. If there is minimal perforation or indentation, then the sonics are underpowered or the solution inappropriate for the ultrasonics. If there are large holes, then the ultrasonics are overpowered and potentially damaging to items placed in the cleaner. Uneven perforations, either with a single foil, or between the three foils indicates that the ultrasonics are not evenly spread throughout the solution, there are many reasons why this might happen from poor or no sweep resulting in hot and cold spots, to some badly placed or performing transducers on the base of the tank. Whatever the cause such ultrasonics are not acceptable.
PENCIL LEAD TEST
Although less scientific than the above foil test, where the cleaning solution reacts with the aluminum foil, this alternative will also give a good indication of the ultrasonic cleaning performance. With a soft lead pencil draw an X on a piece of frosted glass or non-glazed tile. The as above suspend this in the heated and degassed ultrasonic cleaner. With 10-20 seconds all the lead should have been removed.
DO
Make sure that your ultrasonic cleaner is correctly powered. For most industrial parts this should be in the average range of 10-20 watts per liter. Make sure the volume is calculated on working volume rather than maximum volume;
Make sure the power and the frequency of your ultrasonic cleaner are compatible, Generally the lower the frequency the lower the ultrasonic frequency the lower the watts per liter required.
Perform one or the other of the tests above to ensure that your tank does have the appropriate cleaning activity. Indeed it is good practice to perform these tests regularly and keep the results for comparison to see the effectiveness of your tank is being maintained over time.
DON’T
Try to increase the effective power of an ultrasonic tank by under filling the tank. Ultrasonic generators that power transducers are tuned to a particular fill level. Operating the unit with less fluid can damage the generator and will result in less-than-optimal cleaning;
Confuse the logic of high frequency for finer cleaning and high frequency for avoiding damage to the item being cleaned. This must be considered in conjunction with the power as measured in watts per liter. There is little point in trying to clean a very delicate item with a high frequency to avoid damaging it combined with a higher waters per liter to get a more effective or quicker clean.
10. DEGASSING
Water, especially the water that in a freshly filled ultrasonic tank, or water heated up, contains trapped dissolved air. Air is not a good medium for the transmission of ultrasound, and more significantly inhibits the process of cavitation.
To optimize the cleaning results from your ultrasonic cleaner it is therefore important to expel the air trapped inside the tanks solution. This is achieved by a process called degassing. Fortunately, ultrasonics passing through the solution itself causes the release of this dissolved and trapped air, often accompanied by a high pitch to the ultrasonics and the appearance of bubbles rising to the surface of the solution.
Ultrasonic Degassing
This degassing can be accomplished quicker, particularly in solvents, by the ultrasonics switching on and off rapidly, causing the air bubbles to aggregate and rise to the surface. This pulsing of the ultrasonics is sometimes offered as a degassing mode in ultrasonic cleaners. It does mean that you can start cleaning sooner after you fill the tank that would be the case by just running normal ultrasonics. However, the difference is often measured in seconds or minutes so apart from larger ultrasonic cleaners, or where using solvents, it is not a big issue, although it can be a nice secondary feature.
Arguably the pulsing ultrasonics, by providing intermittent spikes of high ultrasonic power, helps remove ingrained contaminants. However as with higher powered ultrasonics to offset higher frequency, care must be taken when applying higher power not to damage the item being cleaned.
DO
Every time you fill the tank with afresh cleaning solution you must degas the solution before the unit can clean effectively.
Also remember that heating your tank will introduce air so the best cleaning results will be obtained by degassing after the solution has been raised to its desired temperature, before introducing the items to be cleaned.
DON’T
Not many don’ts with degassing. You simply clean less effectively and slower if you do not degas solution prior to your cleaning. So, degas after filling your tank with fresh solution and after heating the solution to the desired temperature.
11. CLEANING CHEMICALS
Cleaning chemicals could occupy another booklet itself. The chemistry is as important as the physics of ultrasonics in the cleaning process, and can either complement the ultrasonics when it is right or detract from it when it is wrong.
Obviously the cleaning chemical must assist in removing the contaminant without damaging the item itself and complement the ultrasonic action itself. Most commonly used chemistries fall into three categories : alkaline , acidic and neutral. Broadly speaking alkalines are used for the removal of greases, oils, carbons and organic materials. Acids are used for the removal of oxides (rusts),scales, staining and tarnishes on metals. Neutral solutions are used to remove light particulates from materials sensitive to either acids or alkalines.
Not infrequently the appropriate chemistry to remove the contaminant will actually damage the item being cleaned. Where a weaker or neutral solution will not work effectively, inhibited solutions are often employed. An inhibitor added to the appropriate chemical will prevent the chemical attacking the item whilst allowing it to attack the contaminant adhering to the item. So to clean an aluminum item with burnt carbon an inhibited acid could be used. Without inhibitors the caustic would act aggressively with the aluminum and the acid with the chrome. Inhibitors do come at a price, primarily in terms of cost, but also in cleaning complexity and efficiency. The subject is certainly too complex to deal with here, but once again, to cut through all the theoretical debate, there really is no better alternative to trialing any new chemical on an item to be cleaned, preferably an expendable item in case things go badly wrong! Even if not in formal trials, it is always a good idea when using new solution or cleaning a new type of item to watch closely for any adverse reaction in the first minutes of a clean and then intermittently thereafter until the end of the cleaning cycle.
However, even having identified a chemical that removes the contaminant without damaging an item, the final part of the equation is to make sure that it assists with the ultrasonic action. By now you will understand that cavitation is central to ultrasonics, and therefore anything that interferes with cavitation(like air) will reduce the effectiveness of the cleaning significantly. Conversely water is a good transmitter of ultrasound and whatever is in contact with the water will enjoy the cleaning effect of the ultrasonic activity. This is precisely why ultrasonics are so good at cleaning items with small openings or internal cavities where water can enter and thus expose them to ultrasonic cleaning action.
The best cleaning chemicals for ultrasonic are therefore these that not only do not detract from waters properties as a carrier of ultrasonic cavitation but positively enhance it. What we mean by this is in reality fairly simple. Any chemical that introduces air, increases viscosity or is not fully water miscible will not make a successful cleaning agent in an ultrasonic cleaner. So very heavy syrupy chemicals: chemicals that foam a lot; and chemicals that separate out in water will not generally be successful ultrasonic cleaning solutions, irrespective of their innate ability to remove the contaminant without damaging the item itself. Simple logic and common sense would dictate that it is pointless to spend so much money on providing ultrasonics only to counteract their effectiveness by using an inappropriate cleaning solution.
The best chemicals for use in ultrasonic cleaners are then those that mix well with water and indeed enhance its wetting properties by breaking down its surface tension(the force that makes water droplets group rather than spread).Such substances are called surfactants. In essence surfactants help the water touch all the surface of any item placed in it and this will naturally mean the cavitation occurs over the complete surface area of any item placed in the solution. Surfactants are likely to be a constituent of any cleaning chemical designed for use in ultrasonics , as are de-foaming agents to minimize the creation or retention of foam in a solution. Chemicals called chelants are also common to cleaning solutions, being agents that attach to the metal ions in hard water, increasing the effectiveness of the surfactants. In areas with hard water the chelant will be essential to achieve the necessary improvement in wetting properties that allows the active cleaning agent to reach the contaminant and either dissolve it or assist in its detachment from the item itself.
In summary the main elements of a cleaning solution designed for use in an ultrasonic cleaner will be as follows:
The cleaning agent itself- an alkaline, acid or neutral depending upon the contaminant.
An inhibitor- where we are cleaning an item which would be damaged by the cleaning agent.
A surfactant- to reduce the surface tension of the water and thereby increase its wetting properties to maximize the surface area “touched” by the water and therefore cavitation. The non-ionic alcohol ethoxylates are probably the most popular surfactants used in cleaning solutions because their relative immunity from water hardness and a very low eco-toxicity and good bio-degradability.
A defoaming agent – to reduce the creation of foam within the solution which would suppress cavitation and therefore the effectiveness of the cleaning process.
A chelant- used to enhance the surfactants properties through chelation or attachment of hard water ions.
A detergent- to break down greases which often form part of the contaminant, but also improves the ability of the solution to hold contaminant particles in suspension, thereby preventing them from re-depositing onto the item itself.
Cleaning solutions are usually supplied as concentrates for ease of transport and storage as well as economy. In the sphere of ultrasonic cleaning they are usually water based and bio-degradable. The non-toxic biodegradable chemistry is one of the great advantages oof ultrasonics over purely chemical cleaning since it massively eases disposal concerns. Usually a simple neutralization and filtration of larger particulate is all that is required prior to disposal sown foul water drains under a local water authority consent.
DO
Make sure the cleaning solution takes off the contaminant without damaging the item itself;
Make sure the cleaning solution is compatible with and does not diminish the ultrasonic action itself. Preferably the solution should aid and compliment the ultrasonics by reducing surface tensions and improve “wetting” of items being cleaned;
Make sure your chemical is bio-degradable to facilitate disposal. If not then any waste must be stored and disposed of by a registered waste carrier;
Perform trials to check compatibility of chemicals with items being cleaned;
Prior to disposal of waste solution ensure it is filtered of large particulate, neutralized to a pH between 6 and 10, and contains no toxic or non-biodegradable elements. Also advise local water authority of your activity to ensure you have either explicit or implicit consent for disposal into waste water drains. Otherwise disposal will need to be through a registered waste carrier.
DON’T
Try any new chemical or new part cleaning without trialing beforehand;
Use an incompatible chemical with your ultrasonics- one that foams excessively, does not mix with water, or is excessively viscous;
Dispose of waste solution without ensuring it is pH neutralized and contains no toxic or non-biodegradable substances .Since most cleaning solutions are biodegradable the toxicity or non-biodegradable elements are likely to be from the contaminant itself. Filtration will normally remove this and minimize the waste to be taken by a registered waste carrier.